
五金工具、矿山机械、建筑机械 电话咨询 157****3968 手机浏览 纠错/管理
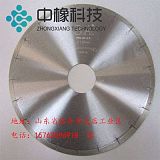
厂家直销 长期供应砂轮
收藏 2018-07-02


砂轮片是磨削加工中*主要的一类磨具。砂轮片是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮片的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮片的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
(1)分类
按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方砂轮 氮化硼等)砂轮;
按形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。
(2)种类
树脂砂轮片
双塔砂轮片
工力树脂砂轮片
三鹿树脂砂轮片
可弯曲磨片
鑫刚树脂砂轮片
银象树脂砂轮片
金象树脂砂轮片
相扑砂轮片
陶瓷砂轮片
平行砂轮片
异形砂轮片
碗形砂轮片
碟形砂轮片
(3)如何选择
磨料的选择
*常用的磨料是棕刚玉( A )和白刚玉( WA ),其次是黑碳化硅( C )和绿碳化硅( GC ),其余常用的还有铬刚玉( PA )、单晶刚玉( SA )、微晶刚玉( MA )、锆刚玉( ZA )。
棕刚玉砂轮片:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。
白刚玉砂轮片:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。
黑碳化硅砂轮片:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。
绿碳化硅砂轮片:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。
粒度的选择
用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。磨具粒度一般使用范围 36 #~ 46 #一般平磨、外圆磨和无心磨 60 #~ 100 #精磨和刀具刃磨
硬度的选择
磨削软材料时要选较硬的砂轮片,磨削硬材料时则要选软砂轮;
磨削软而韧性大的有色金属时,硬度应选得软一些;
磨具硬度代号表 GB/T2484 —— 1994
磨具硬度 硬度由软————-硬
(4)清洗方法
在生产过程中要使用金刚砂砂轮片在皮带上打磨。一般砂轮片运转5-7天就要卸下清洗。(上面有打磨下来的橡胶碎屑,经过高温摩擦后紧紧附着在金刚砂表面,很难清洗)
现在我们用丙酮浸泡2小时,然后用进口清洗剂清洗,效果很好,但是不环保 。
清洗要求:
1、要环保,不含酮、不能是卤代烃。
2、不能损害金刚砂轮片
(5)安装需知
砂轮片在安装前必须认真仔细的检查和鉴别。检查鉴别的步骤为:
1、检查砂轮的牌号是否正确,是否符合所有选用砂轮的性能、形状和尺寸。
2、检查和鉴别砂轮外观结构情况。用眼睛观察砂轮外观是否受损(或是有裂纹)。外观损伤(或是有裂纹)的砂轮不能用。另外还有要求砂轮两端面平整,不得有明显的歪斜。
3、检查和鉴别砂轮片内部裂纹。用手提着砂轮,用木锤轻敲砂轮片听其声音,没有裂纹的砂轮发出清脆的声音,有裂纹的砂轮则声音嘶哑,这就不能使用。










我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
昌吉型号齐全推雪板哪家性价比高 欢迎来电 昌吉市建正机械设备供应江西异形纤维绵 广东美梦思床具供应武汉it机房搬迁复原 推荐咨询 帮佳物流供应汕头数据线塑胶壳厂家 深圳市海之丰精密电子科技供应氧化锆陶瓷管道定做 欢迎咨询 江苏爱思立材料科技供应广东滚轴喷砂机故障 东莞市华创喷砂设备供应上海橡胶级滑石粉厂家直销 上海亮江钛白化工制品供应成都微型伺服驱动器服务 成都微伺供应宁夏银川有趣的拓展训练在哪 客户至上 宁夏铭城壹号企业管理供应罗湖区ME6307低压差线性稳压器价格咨询 深圳市瑞欣盛电子供应上海推广甲醇制氢催化剂 苏州科瑞科技供应嘉定区自动化立式加工代加工 创造辉煌 玉兆供银川粮食白酒招商 宁夏寰九文化供应陕西产品塑料瓶现货 东莞市鲸鱼嘴环保科技供应佛山珠宝典当报价行情 合众永高典当供应浙江陶瓷CBN砂轮公司 上海橄榄精密工具供应珠海读卡器塑胶壳定制 深圳市海之丰精密电子科技供应无锡特材换热器定制 无锡齐为金属科技供应扁平足步态评估系统检测 明升禾科技供应奉贤区高级婚介所 欢迎来电 上海绿洲婚介所供应佛山珠宝典当回收融资 合众永高典当供应浙江静音马桶无水压限制 诚信经营 攸太科技供应佛山企业物品典当鉴定回收 合众永高典当供应广东电商仓储 上海方仓智能科技供应宁夏方仓智能仓储 上海方仓智能科技供应河南光伏智能清洗机器人费用 江苏德天智能科技供应甘肃凝结水回收器 常州康得赛特节能环保供应成人步态评估系统厂家电话 明升禾科技供应糖尿病足步态评估系统大概价格 明升禾科技供应上海建筑防火材料板招商 浙江焱木科技供应